







กระบวนการบีบอัดลดขนาดปลายโลหะ (Swaging)
กระบวนการบีบอัดลดขนาดปลายโลหะ (Swaging) คือการบีบอัดท่อขนาดต่าง ๆ เพื่อลดขนาดเส้นผ่านศูนย์กลางลงตามข้อกำหนดการออกแบบ ตัวอย่างเช่น การลดขนาดจาก 34 มิลลิเมตร ให้เหลือ 13 มิลลิเมตร ทั้งนี้เพื่อเตรียมความพร้อมสำหรับกระบวนการทำเกลียว (Threading) ให้ชิ้นส่วนสามารถนำไปประกอบเข้ากับส่วนประกอบอื่น ๆ ได้ โดยกระบวนการนี้จัดอยู่ในกลุ่ม “กระบวนการพิเศษ” (Special Process)

กระบวนการฉีดขึ้นรูปพลาสติก (Plastic Injection)
กระบวนการฉีดขึ้นรูปพลาสติกของเราใช้สำหรับการผลิตชิ้นส่วนโครงสร้างขนาดใหญ่และชิ้นส่วนหลัก โดยทำการผลิตตามรูปแบบที่ได้รับการออกแบบจากบริษัทแม่ (Parent Company) สำหรับเครื่องจักรที่ใช้ในการผลิตมีขนาดแรงกดสูงสุดถึง 450 ตัน ควบคุมการทำงานด้วยระบบอัตโนมัติ และติดตั้งหุ่นยนต์ (Robot) สำหรับหยิบจับและเคลื่อนย้ายชิ้นงาน นอกจากนี้ เรายังมีศูนย์ปฏิบัติการ (Shop) สำหรับการบำรุงรักษาและการซ่อมแซมแม่พิมพ์ฉีดพลาสติกในตัว เพื่อรองรับการทำงานอย่างครบวงจร
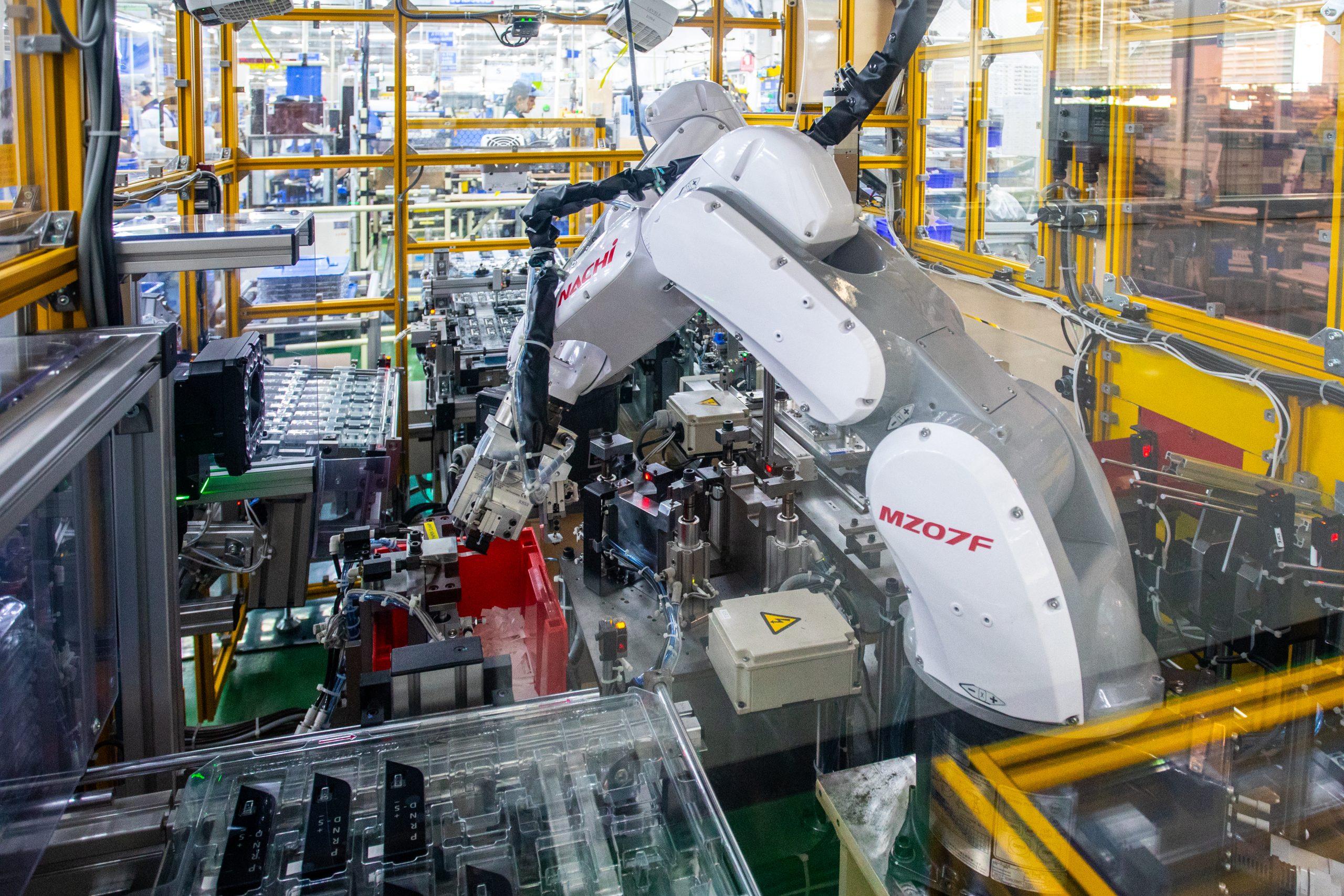
กระบวนการผลิตด้วยหุ่นยนต์ (Robot process)
การนำเทคโนโลยีหุ่นยนต์เข้ามาประยุกต์ใช้ มีวัตถุประสงค์เพื่อลดปัญหาการขาดแคลนแรงงาน เพิ่มความเสถียรให้กับกระบวนการผลิต ยกระดับขีดความสามารถของกระบวนการทำงาน ตลอดจนช่วยบรรเทาและแก้ไขความท้าทายต่าง ๆ ในการดำเนินงาน

การเชื่อมซีโอทูด้วยหุ่นยนต์ (Robot Welding (Co2))
การนำเทคโนโลยีหุ่นยนต์เข้ามาประยุกต์ใช้ มีวัตถุประสงค์เพื่อลดปัญหาการขาดแคลนแรงงาน เพิ่มความเสถียรให้กับกระบวนการผลิต ยกระดับขีดความสามารถของกระบวนการทำงาน ตลอดจนช่วยบรรเทาและแก้ไขความท้าทายต่าง ๆ ในการดำเนินงาน

วิธีที่ 2: กระบวนการเชื่อมปุ่ม (Projection Welding).
กระบวนการเชื่อมนี้เป็นการเชื่อมประกอบชิ้นส่วนที่มีขนาดแตกต่างกันเข้าด้วยกัน ตัวอย่างเช่น การเชื่อมชิ้นส่วนโลหะแผ่นที่มีปุ่มนูน (Projections) เข้ากับน็อต ทั้งนี้ กระบวนการดังกล่าวจัดอยู่ในกลุ่ม “กระบวนการพิเศษ” (Special Process) ซึ่งจำเป็นต้องมีการควบคุมพารามิเตอร์ต่าง ๆ อย่างเข้มงวด และต้องผ่านการประเมินรวมถึงการตรวจรับรองมาตรฐานเป็นประจำทุกปี (Annual Evaluation and Certification)

Bar machine and cut side process
เพื่อลดขั้นตอนในกระบวนการทำงานของเครื่องแปรรูปงานเพลา (Bar Machine) โดยมีเป้าหมายในการลดขั้นตอนการปฏิบัติงานให้เหลือน้อยที่สุด ลดระยะเวลาการส่งมอบในกระบวนการผลิต (Process Lead Time) ตลอดจนเพิ่มความเสถียรและความแม่นยำสูงสุดในการตัดชิ้นงาน นอกจากนี้ ยังรวมถึงการบูรณาการระบบร่วมกับหุ่นยนต์เพื่อลดการใช้แรงงานคน ควบคู่ไปกับการรับรักษามาตรฐานความปลอดภัยอย่างเคร่งครัด
กระบวนการชุบแข็งอินดักชัน (Induction process)
กระบวนการชุบแข็งด้วยการเหนี่ยวนำ (Induction Hardening) ใช้สำหรับเพิ่มความแข็งแรงเฉพาะจุดตามข้อกำหนดการออกแบบ โดยกระบวนการนี้จัดอยู่ในกลุ่ม “กระบวนการพิเศษ” (Special Process) ซึ่งจำเป็นต้องมีการควบคุมพารามิเตอร์และเงื่อนไขการผลิตอย่างเข้มงวด เพื่อรับประกันคุณภาพของผลิตภัณฑ์ให้มีความเสถียรและสม่ำเสมอ

กระบวนการควบคุมคุณภาพ (Quality control process)
กระบวนการควบคุมคุณภาพถือเป็นเสาหลักสำคัญของบริษัท เพื่อสร้างความมั่นใจให้แก่ลูกค้าในด้านคุณภาพของผลิตภัณฑ์ ระบบบริหารงานของเราจะต้องได้รับการรับรองจากสถาบันที่น่าเชื่อถือ และเครื่องมือตรวจวัดและทดสอบทั้งหมดจะต้องผ่านการสอบเทียบ (Calibration) ก่อนการใช้งานทุกครั้ง เราควบคุมคุณภาพอย่างเข้มงวดตั้งแต่การตรวจรับวัตถุดิบขาเข้า (Incoming Inspection) การตรวจสอบระหว่างกระบวนการผลิต (Quality Built-in) ไปจนถึงการตรวจสอบก่อนการจัดส่ง (Prior to Delivery) รวมถึงการรับประกันหลังการขาย ทั้งนี้ เรามีความมุ่งมั่นอย่างเต็มเปี่ยมในการส่งมอบทั้งคุณภาพและบริการที่เป็นเลิศ
