







スウェージング Swaging
スエージング工程では、さまざまなサイズのパイプを圧縮し、必要に応じて外径を縮小(例:34mmから13mmへ減径)します。これは、他部品との組み立てに必要なねじ切り加工の前処理として行われるものであり、当社における「特殊工程」の一つとして位置づけられています。

プラスチック射出成形 Plastic Injection
プラスチック射出成形工程では、大型部品や主要コンポーネントの製造を行っており、製品設計は親会社より提供されています。生産ラインには450トンクラスの自動化された成形機を導入し、製品の取り出しや搬送にはロボットシステムを採用しています。また、社内に射出成形金型のメンテナンス・修理専用のショップ(保全専門エリア)も完備しています。
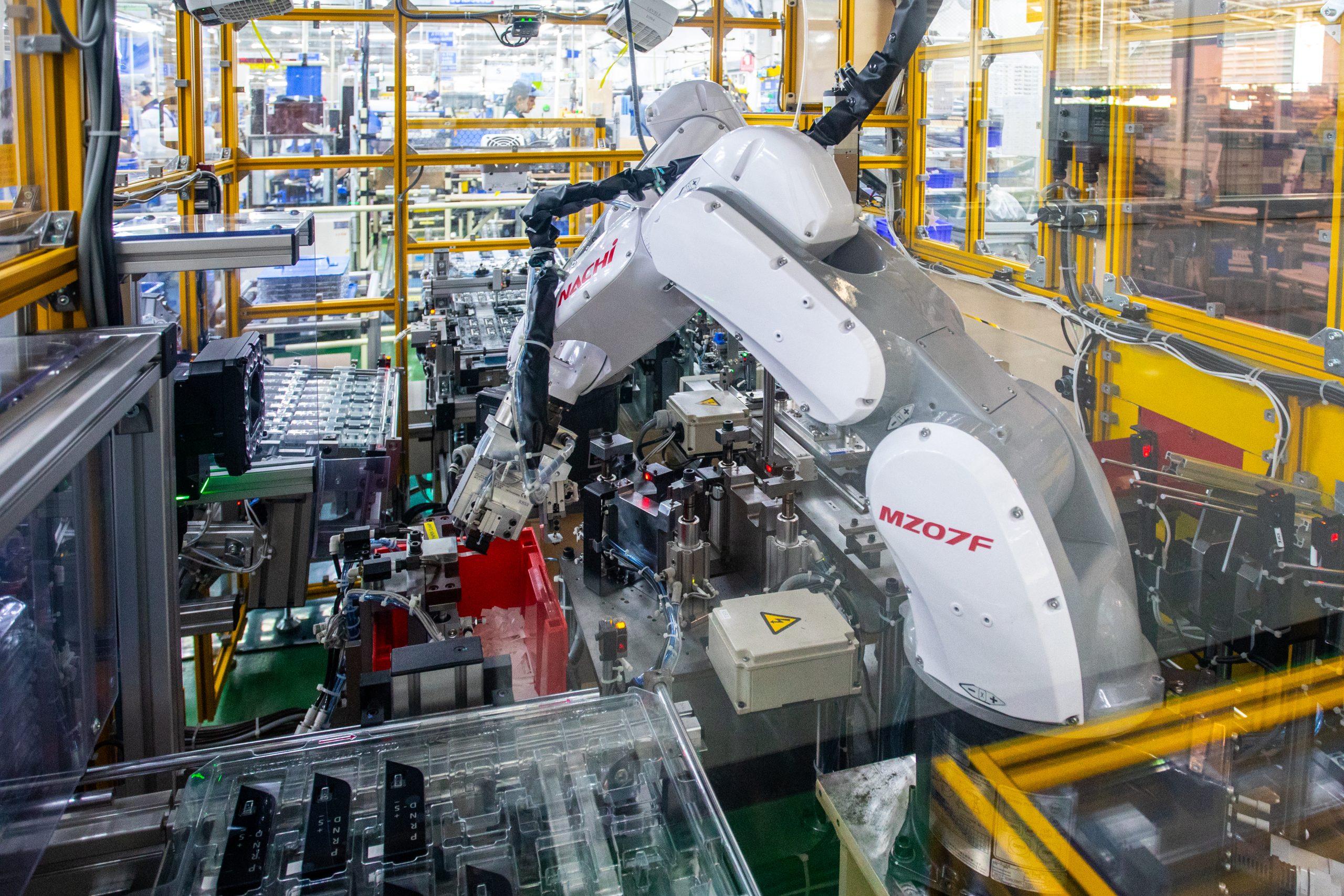
ロボット自動化工程 Robotic process
ロボット技術の導入は、労働力不足の解消、生産工程の安定化、工程能力の向上、およびその他の操業上の課題を解決することを目的としています。

CO2ロボット溶接 Robot Welding (Co2)
ロボット技術の導入は、労働力不足の解消、生産工程の安定化、工程能力の向上、およびその他の操業上の課題を解決することを目的としています。

方法2:プロジェクション溶接 WAY#2 Projection welding.
プロジェクション溶接工程では、突起(プロジェクション)を持つ板金部品とナットなど、異なるサイズの部品を接合します。本工程は「特殊工程」に位置づけられており、管理すべきさまざまな工程パラメータが存在します。また、年に一度の定期的な評価および認証(サーベイランス)の対象となっています。

バー材加工および端面カット Bar machine and cut side
丸棒加工工程における作業ステップの削減により、オペレーションの最小化、リードタイムの短縮、およびカット(突切り)の安定性と精度の向上を図ります。また、ロボットとの連動(インテグレーション)を進めることで、安全規制を徹底遵守しながら手作業を削減し、さらなる自動化を推進しています。
高周波熱処理工程 Induction process
高周波焼き入れ工程は、設計要求仕様に応じて局所的な強度を高めるために用いられます。本工程は「特殊工程」に位置づけられており、製品品質の均一性を確保するために、各種パラメータや製造条件を厳格に管理・制御する必要があります。

品質管理工程 Quality control process
品質管理体制は当社の基盤(コアピラー)であり、製品品質に対するお客様の信頼を確固たるものにしています。当社の品質システムは公認機関の認証を取得しており、すべての検査機器は使用前に厳格な校正(キャリブレーション)を実施しています。 品質管理は、受入検査から始まり、工程内での品質つくり込み(工程内検査)、出荷前検査、さらにはアフターサービスにいたるまで一貫して行われます。私たちは、最高水準の「品質」と「サービス」をともにお届けすることをお約束いたします。
